CNC高速精密刀具
10年行业丰富经验 高速刀柄制作专家
10年行业丰富经验 高速刀柄制作专家
推荐产品/NEWS
相关资讯/RELATED INFO
-
热线电话:0769-85379726
-
在线咨询:
-
邮箱:
-
阿里巴巴商城:
CNC加工中心的刀柄标准是什么
- 发布日期:18-07-23 14:15
- 点击数:133
加工中心的主轴锥孔通常分为两大类,即锥度为 7:24 的通用系统和1:10 的HSK 真空系统。
7:24 锥度的通用刀柄锥度为7:24 的通用刀柄通常有五种标准和规格,即NT(传统型)、DIN 69871(德国标准)、IS07388/1 (国际标准) 、MAS BT(日本标准)以及ANSI/ASME(美国标准)。
NT 型刀柄德国标准为DIN 2080,是在传统型机床上通过拉杆将刀柄拉紧,国内也称为ST;其它四种刀柄均是在加工中心上通过刀柄尾部的拉钉将刀柄拉紧。
目前国内使用最多的是DIN 69871 型(即JT)和MAS BT 型两种刀柄。DIN 69871 型的刀柄可以安装在DIN 69871 型和ANSI/ASME 主轴锥孔的机床上, IS0 7388/1 型的刀柄可以安装在DIN69871 型、IS0 7388/1 和ANSI/ASME 主轴锥孔的机床上,所以就通用性而言,IS0 7388/1 型的刀柄是最好的。
(1)DIN 2080 型(简称 NT 或ST)
DIN 2080 是德国标准,即国际标准ISO 2583 ,是我们通常所说NT 型刀柄,不能用机床的机械手装刀而用手动装刀。
(2) DIN 69871 型(简称 JT、 DIN、DAT 或DV)
DIN 69871 型分两种,即DIN 69871 A/AD型 和 DIN 69871 B 型,前者是中心内冷,后者是法兰盘内冷,其它尺寸相同。
(3) ISO 7388/1 型(简称 IV 或IT)
其刀柄安装尺寸与DIN 69871 型没有区别,但由于ISO 7388/1 型刀柄的D4 值小于DIN 69871刀柄的D4 值,所以将ISO 7388/1 型刀柄安装在DIN 69871 型锥孔的机床上是没有问题的,但将DIN 69871 型刀柄安装在ISO 7388/1 型机床上则有可能会发生干涉。
(4) MAS BT 型(简称 BT)
BT 型是日本标准,安装尺寸与 DIN 69871、IS0 7388/1 及ANSI 完全不同,不能换用。 BT型刀柄的对称性结构使它比其它三种刀柄的高速稳定性要好。
(5) ANSI B5.50 型(简称 CAT)
ANSI B5.50 型是美国标准,安装尺寸与 DIN 69871、IS0 7388/1 类似,但由于少一个楔缺口,所以ANSI B5.50 型刀柄不能安装在DIN69871 和IS0 7388/1 机床上,但 DIN 69871 和IS0 7388/1刀柄可以安装在ANSI B5.50 型机床上。
二、 1:10 的HSK 真空刀柄
HSK 真空刀柄的德国标准是DIN69873,有六种标准和规格,即HSK-A、 HSK-B、 HSK-C、HSK-D、 HSK-E 和HSK-F,常用的有三种:HSK-A (带内冷自动换刀) 、 HSK-C (带内冷手动换刀)和HSK-E(带内冷自动换刀,高速型)。
7:24 的通用刀柄是靠刀柄的7:24 锥面与机床主轴孔的7:24 锥面接触定位连接的,在高速加工、连接刚性和重合精度三方面有局限性。
HSK 真空刀柄靠刀柄的弹性变形,不但刀柄的1:10 锥面与机床主轴孔的1:10 锥面接触,而且使刀柄的法兰盘面与主轴面也紧密接触,这种双面接触系统在高速加工、连接刚性和重合精度上均优
于7:24 的刀柄
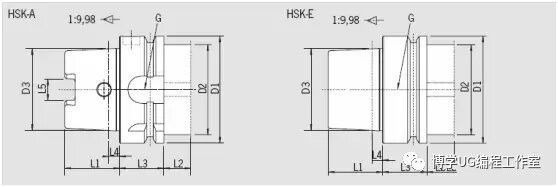
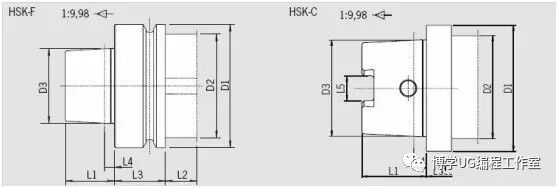
HSK 刀柄有A 型、B 型、C 型、D 型、E 型、F 型等多种规格,其中常用于加工中心(自动换刀)上的有A 型、E 型和F 型。
A 型和E 型的最大区别就在于:
1.A 型有传动槽而E 型没有。所以相对来说A 型传递扭矩较大,相对可进行一些重切削。而E型传递的扭矩就比较小,只能进行一些轻切削。
2.A 型刀柄上除有传动槽之外,还有手动固定孔、方向槽等,所以相对来说平衡性较差。而E型没有,所以E 型更适合于高速加工。
E 型和F 型的机构完全一致,它们的区别在于:同样称呼的E 型和F 型刀柄(比如E63和F63),F 型刀柄的锥部要小一号。也就是说E63和F63的法兰直径都是φ63,但F63的锥部尺寸只和E50的尺寸一样。所以和E63相比, F63的转速会更快(主轴轴承小)。
数控刀具常用工具锥柄标准简介
国家标准 GB 10945-89“自动换刀机床用7:24 圆锥工具柄部40、45 和50号圆锥柄用拉钉”是参照国际标准ISO 7388/2-1984 制订的,外形尺寸相同,分为A 型和B 型两种:A 型拉钉的拉紧面斜角为15°,用于不带钢球的拉紧装置,代号为“LDA”;B 型拉钉的拉紧面斜角为45°,用于带钢球的拉紧装置,代号为“LDB”。二者均带贯通孔,用于冷却液流通。德国标准DIN 6988-1987的拉钉有A 型和B 型两种,A 型带贯通孔;B 型不带贯通孔,但有密封圈用环形槽,以防止冷却液从尾部泄漏。两种拉钉的拉紧面斜角均为15°,用于不带钢球的拉紧装置。
日本标准JIS B 6339:1998的拉钉只有一种型式,拉钉的拉紧面斜角为15°,用于不带钢球的拉紧装置,代号为“xxP”。日本工作机械工业会标准MAS-403 的拉钉则有Ⅰ型和Ⅱ型两种:Ⅰ型拉钉的拉紧面斜角为30°,用于不带钢球的拉紧装置;Ⅱ型拉钉的拉紧面斜角为45°,用于带钢球的拉紧装置。使用时应注意,这两种拉钉的头部长度比JIS B 6339:1998 标准的拉钉头部直径小,颈部长度长,其代号为“PxxT”。美国标准AMSE B5.50-1994的拉钉只有一种型式,拉钉的拉紧面斜角为45°,且凸缘与螺纹之间无定心圆柱。螺纹应为UNC 制螺纹,国内制造商为方便用户使用,也改为对应的公制螺纹,其它尺寸不变。1:10 空心短圆锥柄的国际标准ISO 12164-1:2001 基本采用了德国标准DIN 69873-1 的方案。主要不同之处是:将柄部锥度由1:10 改为1:9.98,以确保锥柄与安装孔配合时大端直径先接触;只规定了大端直径的理论正确尺寸,取消了大、小端直径及其公差;取消了大、小端直径间的距离尺寸;改变了尾部端键槽倒圆角的标注方法;在规范性附录中规定了锥柄与法兰端面的空刀槽的型式和尺寸;在资料性附录中建议了平衡区域。遗憾的是没有规定锥柄的锥度公差和大端直径公差。它分为A 型和C 型两种:A 型用于自动或手动换刀;C 型只能用于手动换刀。由于采用锥面和端面双重定位,轴向和径向定位精度较高;通过尾端的键与锥面、端面的摩擦传递扭矩大;锥柄长度短、重量轻、换刀快;由于适合高速机床使用,因此得到迅速推广。虽然美国肯纳公司的KM 型1:10空心短圆锥柄出现较早,但由于存在结构和工艺缺陷,因此未能被采用为ISO 标准,目前在数控车床上应用较多。瑞典山德维克公司的Capto 系列、德国瓦尔特公司的NOVEX 系列等属于企业性标准,其应用有一定局限性,在此不作介绍。
7:24 锥度的通用刀柄锥度为7:24 的通用刀柄通常有五种标准和规格,即NT(传统型)、DIN 69871(德国标准)、IS07388/1 (国际标准) 、MAS BT(日本标准)以及ANSI/ASME(美国标准)。
NT 型刀柄德国标准为DIN 2080,是在传统型机床上通过拉杆将刀柄拉紧,国内也称为ST;其它四种刀柄均是在加工中心上通过刀柄尾部的拉钉将刀柄拉紧。
目前国内使用最多的是DIN 69871 型(即JT)和MAS BT 型两种刀柄。DIN 69871 型的刀柄可以安装在DIN 69871 型和ANSI/ASME 主轴锥孔的机床上, IS0 7388/1 型的刀柄可以安装在DIN69871 型、IS0 7388/1 和ANSI/ASME 主轴锥孔的机床上,所以就通用性而言,IS0 7388/1 型的刀柄是最好的。
(1)DIN 2080 型(简称 NT 或ST)
DIN 2080 是德国标准,即国际标准ISO 2583 ,是我们通常所说NT 型刀柄,不能用机床的机械手装刀而用手动装刀。
(2) DIN 69871 型(简称 JT、 DIN、DAT 或DV)
DIN 69871 型分两种,即DIN 69871 A/AD型 和 DIN 69871 B 型,前者是中心内冷,后者是法兰盘内冷,其它尺寸相同。
(3) ISO 7388/1 型(简称 IV 或IT)
其刀柄安装尺寸与DIN 69871 型没有区别,但由于ISO 7388/1 型刀柄的D4 值小于DIN 69871刀柄的D4 值,所以将ISO 7388/1 型刀柄安装在DIN 69871 型锥孔的机床上是没有问题的,但将DIN 69871 型刀柄安装在ISO 7388/1 型机床上则有可能会发生干涉。
(4) MAS BT 型(简称 BT)
BT 型是日本标准,安装尺寸与 DIN 69871、IS0 7388/1 及ANSI 完全不同,不能换用。 BT型刀柄的对称性结构使它比其它三种刀柄的高速稳定性要好。
(5) ANSI B5.50 型(简称 CAT)
ANSI B5.50 型是美国标准,安装尺寸与 DIN 69871、IS0 7388/1 类似,但由于少一个楔缺口,所以ANSI B5.50 型刀柄不能安装在DIN69871 和IS0 7388/1 机床上,但 DIN 69871 和IS0 7388/1刀柄可以安装在ANSI B5.50 型机床上。
二、 1:10 的HSK 真空刀柄
HSK 真空刀柄的德国标准是DIN69873,有六种标准和规格,即HSK-A、 HSK-B、 HSK-C、HSK-D、 HSK-E 和HSK-F,常用的有三种:HSK-A (带内冷自动换刀) 、 HSK-C (带内冷手动换刀)和HSK-E(带内冷自动换刀,高速型)。
7:24 的通用刀柄是靠刀柄的7:24 锥面与机床主轴孔的7:24 锥面接触定位连接的,在高速加工、连接刚性和重合精度三方面有局限性。
HSK 真空刀柄靠刀柄的弹性变形,不但刀柄的1:10 锥面与机床主轴孔的1:10 锥面接触,而且使刀柄的法兰盘面与主轴面也紧密接触,这种双面接触系统在高速加工、连接刚性和重合精度上均优
于7:24 的刀柄
A 型和E 型的最大区别就在于:
1.A 型有传动槽而E 型没有。所以相对来说A 型传递扭矩较大,相对可进行一些重切削。而E型传递的扭矩就比较小,只能进行一些轻切削。
2.A 型刀柄上除有传动槽之外,还有手动固定孔、方向槽等,所以相对来说平衡性较差。而E型没有,所以E 型更适合于高速加工。
E 型和F 型的机构完全一致,它们的区别在于:同样称呼的E 型和F 型刀柄(比如E63和F63),F 型刀柄的锥部要小一号。也就是说E63和F63的法兰直径都是φ63,但F63的锥部尺寸只和E50的尺寸一样。所以和E63相比, F63的转速会更快(主轴轴承小)。
数控刀具常用工具锥柄标准简介
国家标准 GB 10945-89“自动换刀机床用7:24 圆锥工具柄部40、45 和50号圆锥柄用拉钉”是参照国际标准ISO 7388/2-1984 制订的,外形尺寸相同,分为A 型和B 型两种:A 型拉钉的拉紧面斜角为15°,用于不带钢球的拉紧装置,代号为“LDA”;B 型拉钉的拉紧面斜角为45°,用于带钢球的拉紧装置,代号为“LDB”。二者均带贯通孔,用于冷却液流通。德国标准DIN 6988-1987的拉钉有A 型和B 型两种,A 型带贯通孔;B 型不带贯通孔,但有密封圈用环形槽,以防止冷却液从尾部泄漏。两种拉钉的拉紧面斜角均为15°,用于不带钢球的拉紧装置。
日本标准JIS B 6339:1998的拉钉只有一种型式,拉钉的拉紧面斜角为15°,用于不带钢球的拉紧装置,代号为“xxP”。日本工作机械工业会标准MAS-403 的拉钉则有Ⅰ型和Ⅱ型两种:Ⅰ型拉钉的拉紧面斜角为30°,用于不带钢球的拉紧装置;Ⅱ型拉钉的拉紧面斜角为45°,用于带钢球的拉紧装置。使用时应注意,这两种拉钉的头部长度比JIS B 6339:1998 标准的拉钉头部直径小,颈部长度长,其代号为“PxxT”。美国标准AMSE B5.50-1994的拉钉只有一种型式,拉钉的拉紧面斜角为45°,且凸缘与螺纹之间无定心圆柱。螺纹应为UNC 制螺纹,国内制造商为方便用户使用,也改为对应的公制螺纹,其它尺寸不变。1:10 空心短圆锥柄的国际标准ISO 12164-1:2001 基本采用了德国标准DIN 69873-1 的方案。主要不同之处是:将柄部锥度由1:10 改为1:9.98,以确保锥柄与安装孔配合时大端直径先接触;只规定了大端直径的理论正确尺寸,取消了大、小端直径及其公差;取消了大、小端直径间的距离尺寸;改变了尾部端键槽倒圆角的标注方法;在规范性附录中规定了锥柄与法兰端面的空刀槽的型式和尺寸;在资料性附录中建议了平衡区域。遗憾的是没有规定锥柄的锥度公差和大端直径公差。它分为A 型和C 型两种:A 型用于自动或手动换刀;C 型只能用于手动换刀。由于采用锥面和端面双重定位,轴向和径向定位精度较高;通过尾端的键与锥面、端面的摩擦传递扭矩大;锥柄长度短、重量轻、换刀快;由于适合高速机床使用,因此得到迅速推广。虽然美国肯纳公司的KM 型1:10空心短圆锥柄出现较早,但由于存在结构和工艺缺陷,因此未能被采用为ISO 标准,目前在数控车床上应用较多。瑞典山德维克公司的Capto 系列、德国瓦尔特公司的NOVEX 系列等属于企业性标准,其应用有一定局限性,在此不作介绍。




- 上一篇:iso刀柄的角度和bt刀柄的角度一样么
- 下一篇:谈谈液压刀柄有哪些分类及用途
马记实业微信公众号
Copyright © 2017 版权所有 粤ICP备17150848号 技术支持:恒点互联
马记实业是一家专业研发生产销售刀柄、BT高速刀柄、HSK刀柄、筒夹、拉钉、扳手等CNC精密刀具的生产厂家。