CNC高速精密刀具
10年行业丰富经验 高速刀柄制作专家
10年行业丰富经验 高速刀柄制作专家
推荐产品/NEWS
相关资讯/RELATED INFO
-
热线电话:0769-85379726
-
在线咨询:
-
邮箱:
-
阿里巴巴商城:
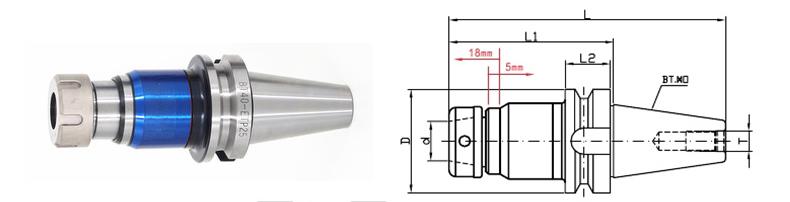
伸缩扭力攻丝刀柄使用相关注意事项
- 发布日期:18-09-18 17:32
- 点击数:90
1.攻丝刀柄伸缩机构
攻丝刀柄本身自己自带伸缩的伸缩机构。这是防止双螺丝及丝锥的牙距与机械进给能圆滑的同步进行。必须在伸缩伸缩量的范围内使用。
①.伸长过量
超过伸长界限时,黑色标记会出来,请加快机床进给量
②.压缩过量
机床进给比丝锥进刀快,压缩机构动作,请减少机床进给量,不密着。
2.底孔较小时(难削材等的加工时,底孔孔不够的现象较多),扭距保护机构,使丝锥空转。这种情况下,不要调整扭矩(ZK攻丝套筒的场合),请扩大底孔。
3.盲孔攻丝时,程序的Z轴指令偏深时,主轴回转停止时,孔底在回转力的作用下,因碰到底部,无法伸长。反转时,在出口时无法恢复的原长,丝锥容易碰盲孔口部。这种情况下,请加深下底孔或减浅指令值。
4.Z型攻丝刀柄的场合,机器的固定进给,Z点反转开始Z上升,攻丝刀柄是在缩短的状态Z轴上升,孔口容易与丝锥碰到,这种情況,Z点进入停顿,攻丝刀柄在伸长的状态下,随Z轴一起上升。
5.攻丝刀柄和攻丝套筒的修理费,人为损坏及保修期后,修复及检测均需收费(基本费用)。
攻丝刀柄本身自己自带伸缩的伸缩机构。这是防止双螺丝及丝锥的牙距与机械进给能圆滑的同步进行。必须在伸缩伸缩量的范围内使用。
①.伸长过量
超过伸长界限时,黑色标记会出来,请加快机床进给量
②.压缩过量
机床进给比丝锥进刀快,压缩机构动作,请减少机床进给量,不密着。
2.底孔较小时(难削材等的加工时,底孔孔不够的现象较多),扭距保护机构,使丝锥空转。这种情况下,不要调整扭矩(ZK攻丝套筒的场合),请扩大底孔。
3.盲孔攻丝时,程序的Z轴指令偏深时,主轴回转停止时,孔底在回转力的作用下,因碰到底部,无法伸长。反转时,在出口时无法恢复的原长,丝锥容易碰盲孔口部。这种情况下,请加深下底孔或减浅指令值。
4.Z型攻丝刀柄的场合,机器的固定进给,Z点反转开始Z上升,攻丝刀柄是在缩短的状态Z轴上升,孔口容易与丝锥碰到,这种情況,Z点进入停顿,攻丝刀柄在伸长的状态下,随Z轴一起上升。
5.攻丝刀柄和攻丝套筒的修理费,人为损坏及保修期后,修复及检测均需收费(基本费用)。




- 上一篇:刀柄按主轴锥孔可分两大类
- 下一篇:没有了
马记实业微信公众号
Copyright © 2017 版权所有 粤ICP备17150848号 技术支持:恒点互联
马记实业是一家专业研发生产销售刀柄、BT高速刀柄、HSK刀柄、筒夹、拉钉、扳手等CNC精密刀具的生产厂家。